 русский
русский English
English Español
Español Português
Português français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










Давайте ' продолжим изучение требований к проектированию для изготовления из SMT трафареты.
Обычная фабрика может принимать следующие три типа форматов документов для изготовления трафаретов:
1. Файлы проекта, созданные с помощью программного обеспечения для проектирования печатных плат, с суффиксным именем, часто имеющим вид «*.PCB».
2. Файлы GERBER или файлы CAM, экспортированные из файлов печатных плат.
3. Файлы САПР с суффиксным именем «*.DWG» или «*.DXF».
Кроме того, материалы, которые мы требуем от клиентов для изготовления шаблонов, обычно включают следующие слои:
1. Слой печатной платы (содержащий все материалы для изготовления шаблона).
2. Слой шелкографии на печатной плате (для подтверждения типа компонента и стороны печати).
3. Слой захвата печатной платы (используется для слоя отверстий шаблона).
4. Слой паяльной маски печатной платы (используется для подтверждения положения открытых площадок на печатной плате).
5. Слой сверления печатной платы (используется для подтверждения положения сквозных компонентов и переходных отверстий, которых следует избегать).
Конструкция отверстий трафарета должна учитывать выдавливание паяльной пасты, что в основном определяется следующими тремя факторами:
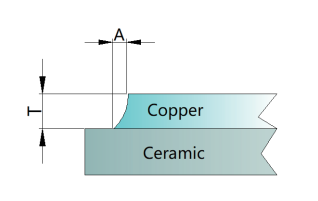
1) Соотношение сторон/соотношение площадей отверстия: Соотношение сторон представляет собой отношение ширины отверстия к толщине трафарета. Коэффициент площади представляет собой отношение площади отверстия к площади поперечного сечения стенки отверстия. Для достижения хорошего эффекта извлечения из формы соотношение сторон должно быть больше 1,5, а соотношение площадей должно быть больше 0,66.
При проектировании отверстий для трафарета не следует слепо следовать соотношению сторон или площади, пренебрегая при этом другими проблемами процесса, такими как перемычки или избыток припоя. Кроме того, для компонентов микросхем размером более 0603 (1608) нам следует подумать о том, как предотвратить образование шариков припоя.
2) Геометрическая форма боковых стенок проема: Нижнее отверстие должно быть на 0,01 мм или 0,02 мм шире верхнего отверстия, то есть отверстие должно иметь форму перевернутого конуса, что облегчает плавное высвобождение паяльной пасты и сокращение количества очисток трафарета. В нормальных условиях размер и форма отверстия трафарета SMT такие же, как и у площадки, и открываются в соотношении 1:1. В особых случаях для некоторых специальных компонентов SMT действуют особые правила в отношении размера апертуры и формы трафаретов.
3) Чистота поверхности и гладкость стенок отверстий: особенно для QFP и CSP с шагом менее 0,5 мм производитель трафарета обязан выполнять электрополировку в ходе производственного процесса.
Мы узнаем другие сведения о трафарете SMT для печатных плат в следующей новостной статье.
